How Knorr-Bremse is rolling out several digitization projects in just a few years
Experience has shown that driving digitization forward in your own company involves different approaches. For some companies, it may still hover like the sword of Damocles over the business and technical management without a concrete strategy or plan on how to take effective first steps. Other companies are already planning the big picture and putting pen to paper for a complete digitization strategy including a catalog of measures, only to be left wondering afterwards why it doesn't work that way in practice. There are others still that start small and gradually approach the topic with pilot projects in order to learn and gain initial experiences. With precisely this approach, in conjunction with suitable technologies, the company Knorr-Bremse has shown that a great deal can be achieved within just a few years.
Success through global know-how
For more than 115 years, Knorr-Bremse has been pursuing an assignment: To make mobility by rail and road safe, sustainable and environmentally friendly. With its headquarter in Munich, the group is now the world market leader for brake systems as well as a leading supplier of other systems for rail and commercial vehicles. The approximately 29,000 employees work for clients and partners at over 100 locations in more than 30 countries around the world. In 2019, the group generated sales of EUR 6.9 billion with its two divisions “Rail Vehicle Systems” and “Commercial Vehicle Systems”.
The networked system solutions for rail vehicles and for commercial vehicles are based in part on common core technologies, component types and materials. Knorr-Bremse has a wide range of patents, holistic research and experience. This offers the group extensive opportunities for technology and innovation transfer as well as for cost synergies and economies of scale. Building on this framework, their role as an innovator in their industry, as well as their promotion of mobility and transport technologies, is to be consolidated in the future.

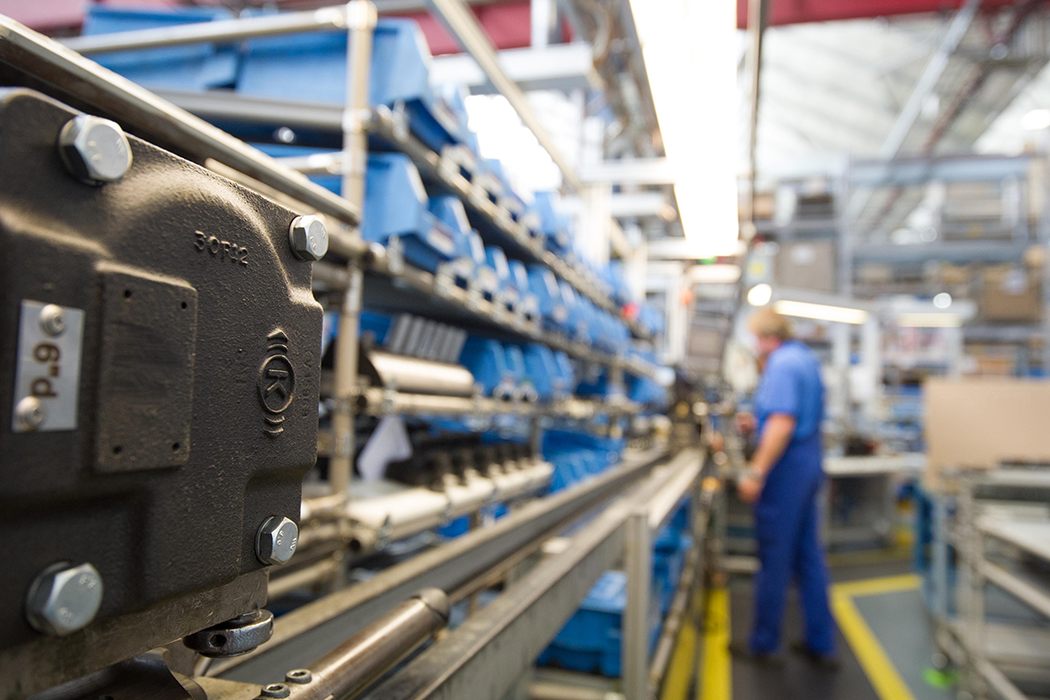
When it comes to digitization, “Systems for rail vehicles” and “Systems for commercial vehicles” both have comparable requirements - ideal prerequisites for using new technologies and applications throughout the company. (Image source: Knorr- Bremse AG)
Added value comes first
Synergy effects, technology and innovation transfer are important keywords for Andreas Meinzer, Vice President IT Business Process Applications at Knorr- Bremse Services GmbH, who is responsible for global IT support at the group's locations. In close cooperation with special contact persons from the two company divisions, requirements for new technological solutions from the individual divisions are regularly obtained and new, centrally developed applications are tested and rolled out. This team includes Bernhard Winkler, Director Digital Manufacturing in the division Rail Vehicle Systems, and Florian Amann, Team Lead Technology in the division Commercial Vehicle Systems. "Both company divisions have comparable requirements and basic structures, even if some of the details of the data are processed differently", explains Andreas Meinzer. “That is how we in the IT services have always been able to adapt solutions that were developed with one area in mind to other company areas or project requirements and suggestions. With all these synergy effects, one thing always stands out to us: It is primarily about the added value that a technological solution generates for the company divisions and less about having to implement certain technologies."
Comprehensive technologies with which machines can be networked and thus KPIs such as the OEE can be determined, were missing in the past - now Industry 4.0 offers all the necessary tools.
The IT application world of Knorr-Bremse is heavily influenced by SAP, the machine park is additionally very large and heterogeneous. Among other things, an ERP system is used, but not a general MES system. About five years ago, questions already arose on how the gap between the ERP system and the machines can be closed and how information can be extracted from the machines and from the SAP system and be processed. The machine interface and the creation of transparency with the help of real-time data were already challenging. The degree of networking was very low, and comparative values and key figures such as overall equipment effectiveness (OEE) were not available in standardized systems.
There were initial solutions in the plants for certain topics, such as IoT tools, but as yet no comprehensive technologies. At the time, industry 4.0 was just developing. Knorr-Bremse knew the promised potential could be quite significant, but how could it be leveraged?
Pilot project for machine connection with ThingWorx

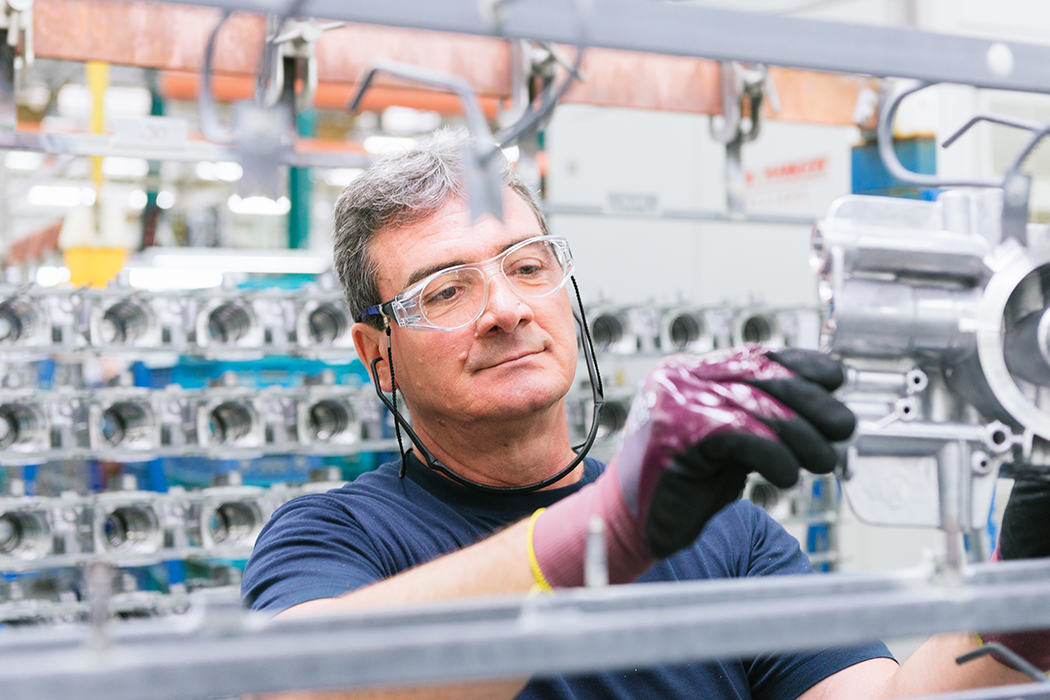
The Bavarian plant in Aldersbach was part of a pilot project in which machine tools and assembly lines were connected. After successful implementation, the first Knorr-Bremse plants were completely networked. (Image source: Knorr-Bremse AG)
The name PTC was no longer unheard of at Knorr- Bremse. For example, the group has been using the PLM software Windchill® or the 3D CAD software Creo® for some time. At a renewed meeting of the long-term partners in the Corporate Experience Center (CXC) of PTC, the Knorr-Bremse team became aware of the topic of Smart Connected Operations (SCO) and the potentials of the Industrial Internet of Things (IIoT) platform ThingWorx® and the connectivity platform Kepware®. The decision was quickly made to test the technologies in order to solve one of the fundamental questions: How can the machines in our heterogeneous machine park with numerous older and newer models from various manufacturers be connected to one another at a respective location in order to convert them into a uniform data model and to be able to collect standardized KPIs like the OEE automatically and across locations?
In 2016, a three-week pilot project was initiated as proof of concept. In the German plant in Aldersbach and the Hungarian plant in Kecskemét, machine tools and assembly lines were to be connected in an exemplary manner and to provide data. “A problemoriented and iterative approach to such a project was important to us. In addition, the technology should be easy and intuitive to operate so that we can easily use and develop it ourselves,” says Martin Flassak, Solution Architect for Digital Manufacturing at Knorr-Bremse IT, describing the requirements.
The pilot project was very successful. The French plant in Lisieux was the first to be networked in the spring of 2017. To date, this implementation has also been rolled out in ten countries including Austria, England, Czechia and Italy. Additional plants are already being implemented. From a technological point of view, this step marked a breakthrough for Knorr- Bremse. By connecting the machines using Kepware, Knorr-Bremse was able to centrally access various PLC controls in the plant and collect production and process data in order to use this information for evaluations and later for additional expansion stages on the way to creating a “smart factory”. These innovations could also work together with ThingWorx as a central data hub with data from Windchill or SAP.
Project test bench control and labeling in Milan
The example of the Knorr-Bremse subsidiary Microelettrica Scientifica shows just how quickly a follow-up application can result from such a pilot project. The colleagues from Milan were also looking for software to improve quality control in the production process. After initial mutual discussions, it was clear to Martin Flassak and Bernhard Winkler that this was also a case for ThingWorx and Kepware. With ThingWorx, the team succeeded in interlinking all process stages of product manufacturing, including the test bench and the printer for the labels and shipping documents, so that a signal from the test bench automatically triggers the entire printing process and gives the worker the green light for packing and shipping the product. In addition to reducing the error rate, this process control ultimately also helps to significantly reduce the manual effort for quality control, documentation and shipping. This solution is also being rolled out in several other plants.

Microelettrica Scientifica, a Milanese subsidiary of Knorr-Bremse, was also able to benefit from the pilot projects. ThingWorx and Kepware now network all process stages in production right through to the test bench - minimizing production errors. (Image source: Knorr-Bremse AG)
New range of evaluations possible
Follow-up projects resulted from the pilot project in 2016, which was initially intended to establish machine connectivity and enable the automated calculation of KPIs such as the OEE value. In the area of data collection, for example, process data from test stands were recorded and visualized. In addition, numerous new requirements have been added on the evaluation and optimization side. One focus is perhaps on comparing the productivity of individual machines and entire production lines. For this, among other things, the planning and cycle data from the SAP system are compared with the actual values and examined for optimization potentials.
With ThingWorx, however, no parallel structure to the existing systems is set up in any of these projects. In any case, the IIoT platform serves exclusively as a central data hub that collects information and forwards the data packets to the appropriate machines and systems. “We like the versatility of ThingWorx,” says Martin Flassak. “The platform is like a data hub with a multi-control function that connects all previous monolithic systems. We can determine key figures as well as quality figures and even control processes with regard to the future."
Testing worker guidance
Networked production technologies guide workers through the individual production steps, which increases productivity and lowers the reject rate. (Image source: Knorr-Bremse AG)
The current cross-divisional Computer Aided Production System (CAPS) project, which is being implemented with PTC partner Callisto Integration with the aim of subsequently rolling it out in 58 factories around the world, shows what the future of the production sites of Knorr-Bremse could look like. The production lines at Knorr-Bremse contain numerous assembly workstations that pass through several different product types every day, which involve multiple retrofitting processes. A visual worker guidance is planned so that the correct torque wrench for tightening all the flanges according to different hole patterns takes place correctly. The worker is thereby guided step by step through the assembly process, which above all gives new employees a lot more security and reduces error rates. The product and drawing data come from Windchill and Creo, and the SAP system specifies the number of pieces and the time. At the same time, the tools and machines deliver measured values in real time. For one thing, this enables corrections if a work step is not completed correctly. Additionally, the values are automatically included in a documentation that serves for quality control. Also, if one of the designers changes something in the product design, this is controlled via Creo and Windchill MPM Link through to assembly, so that current assembly data is available at all times. “Software for worker guidance was already available on the market, but these were mostly stand-alone systems, like most other monoliths in the manufacturing industry,” says Andreas Koller, CAPS program manager at Knorr-Bremse. “The ability to use the ThingWorx application to transfer changes from product development to every workstation in production in a paperless, quick and error-free manner was one of the main reasons why we rely on PTC here.” From CAPS, which was launched in the spring of 2019, up to 5,000 Knorr-Bremse workers around the world should benefit.
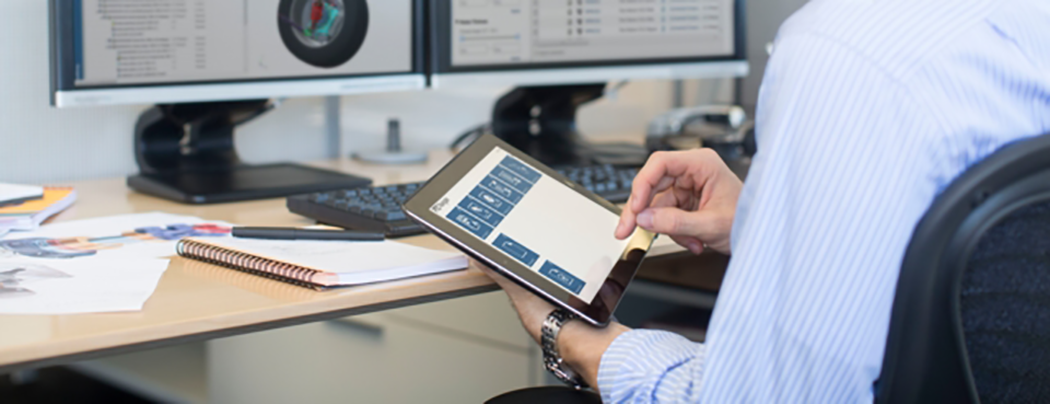
With ThingWorx, Knorr-Bremse AG has access to real-time data from the machines - regardless of when and where. (Image source: PTC)
IIoT platforms: The potential is considerable
Before ThingWorx was introduced, Knorr-Bremse had little opportunity to have real-time insight into their production sites. However, within just a few years of the introduction of a common global manufacturing platform, this has come much closer to reality. The potential has thereby not yet been exhausted - on the contrary. Numerous other areas of application and technologies are conceivable and are already taking shape in the minds of those responsible at Knorr-Bremse. But everything in good time - so that development continues as successfully as before. “In the first year and a half alone, we learned a lot about what we can implement in a sensible manner as well as what we can implement less,” remembers Andreas Meinzer. And by this, he doesn't just mean technological aspects - the organizational and structural conditions that need to be taken into account are much more important for the success of digitization projects. Technology can make some digital journeys enjoyable.